Nekonvencionalne meteode obrade
Opšte karakteristike
U savremenoj tehnologiji za obradu teško obradljivih materijala, uporedo sa klasičnim metodama obrade ( rezanjem i plastičnim deformisanjem), sve veću primenu nalaze nekonvencionalne metode obrade, tj. specijalne metode . Primena ovih metoda koje se i dalje sve više razvijaju, posebno u kombinaciji sa klasičnim metodama, najefikasnija je u obradi materijlala i delova koje vrlo teško, ili nemoguće obraditi na klasičnim obradnim sistemima. Uporedo sa osvajanjem novih alatnih materijala u obradi rezanjem, radi poboljšanja klasičnih metoda obrade, osvojene su i nove metode obrade zasnovane na sasvim novim principima.
Kod nekonvencionalnih metoda obrade efekta skidanja materijala sa obratka se postiže dovođenjem električne, ili mehaničke, toplotne, svetlosne, i drugih vidova energije direktno u zonu obrade. Sve ove metode se mogu podeliti prema energiji koja se koristi u zoni obrade za skidanje materijala sa obratka:
- ulrazvučna metoda
- elektroeroziona metoda
- laserska metoda
- elektrohemijska obrada
- elektrohemijsko brušenje
Ultrazvučna obrada, USM
Ultrazvučna metoda obrade zasniva se na udarnom dejstvu čela alata i abrazivnih zrnaca koji se nalaze u suspenziji. Metod obrade oduhvata dva osnovna procesa: prvi, udarno dejstvo abrazivnih zrnaca na obradak i odvaljivanje delića materijala i drugi, cirkulacija i obnavljanje abrazivne suspenzije, čime se odnose delići skinutog materijala i dovodi svež abraziv. Ultrazvučna obrada najefikasnije se primenjuje u tečnoj sredini pa se zato i koristi suspenzija, kao mešavina abrazivnih zrnaca i tečnosti.
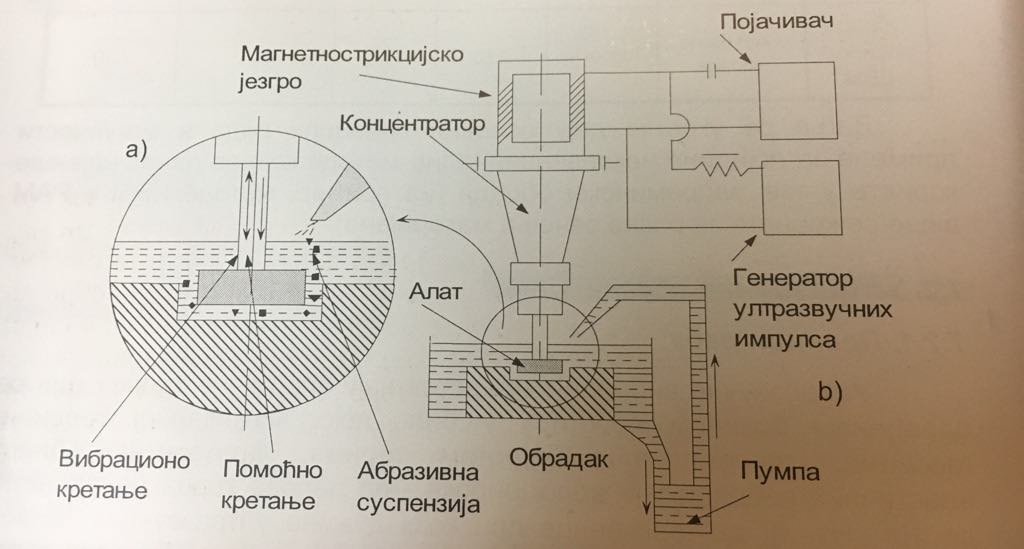
Primena
Sve širu primenu ima u izradi delova od teškoobradljivih materijala, posebno sa složenim profilima, udubljenjima i slično. Koristi se za izradu kovačkih kalupa, kalupa za livenje, profilisanih valjaka, delova sa raznim žljebovima ili dubokim otvorima, ploča za prosecanje, prosekača sa složenom konturom i dr.
Laserska obrada
Osnovni element obradnog sistema za obradu laserom je laserska glava. Danas postoje različiti sistemi izvedenih laserskih sistema, a najčešće su na NU i KNU sistemima upravljanja. Proces skidanja materijala pomoću lasera se vrši trenutnim topljenjem i isparavanjem materijala koji je izložen direktnom dejstvu snopa. Istovremeno sa materijalom koji isparava odnose se i delići čvrstog materijala, koji se izvaljuju uspled znatnih temperaturnih napona koji prelaze granicu jačine materijala.
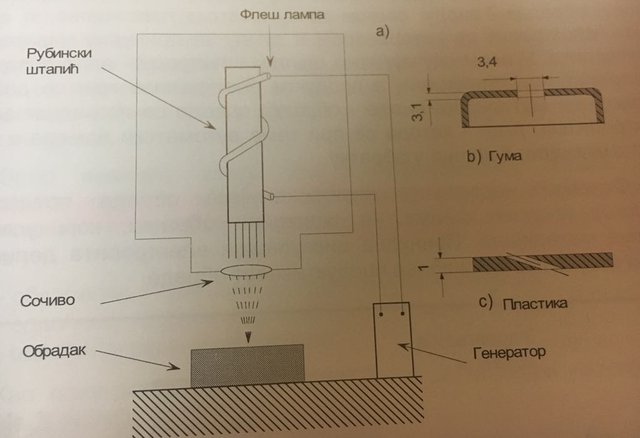
Primena
Laseri se sa uspehom primenjuju u mikroobradi tvrdih materijala, npr. dijalnta i dragog kamenja. Imaju posebnu značajnu primenu u časovničarskoj i elektronskoj industriji. Gasni laseri se najviše primenjuju za sečenje tvrdih materijala, kao i za graviranje i ispisivanje na tvrdim površinama.
Elektroeroziona obrada, EDM
Elketroeroziona obrada ima najširu primenu. Princip rada se sastoji u skidanju metalnih delova materijala pri električnom pražnjenju između elektroda.Danas postoje različite metode za elektroerozionu obradu, koje se sastoje od mašine, instalacije za dielektrikum i od generatora impulsa. Savremene instalacije za EDM izvode se i sa NU - sistemima upravljanja. Alat- katoda, kao jedna od eletroda se izrađuje od bakra i bakarnih legura, grafita, aluminijuma i aluminijumskih legura, čelika, livenog gvožđa i dr.
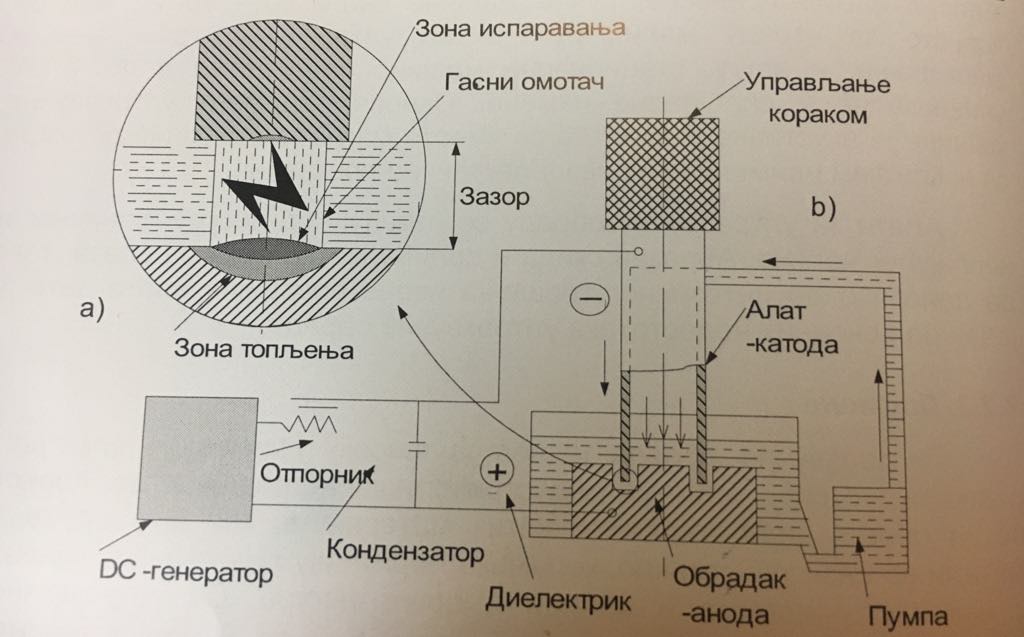
Primena
Sve širu primenu ima u izradi delova od teškoobradljivih materijala, posebno sa složenim profilima, udubljenjima i sl. Koristi se za izradu kovačkih kalupa, kalupa za livenje, profilisanih valjaka, delova sa raznim žljebovima ili dubokim otvorima, ploča za prosecanje, prosekača sa složenom konturom, raznih alata za bižuteriju i dr.
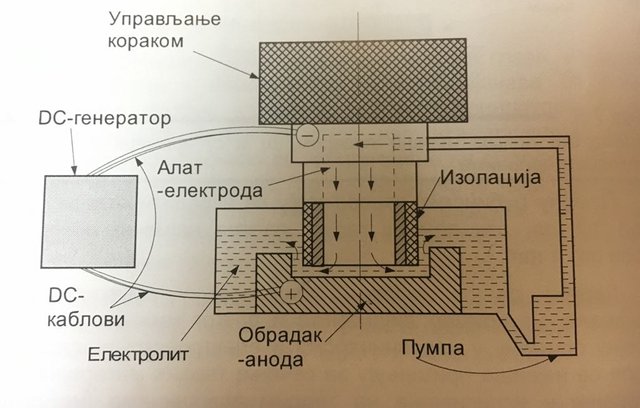
Elektrohemijska obrada
Elektrohemijska obrada se zasniva na Fradejevom zakonu, prema kojem koločina metala koji je rastvoren pri elektrolizi proporcionalan jačini i vremenu proticanja struje između dve elektrode koje se nalaze u elektrolitu.Danas postoje razne razvijene instalacije za elektrohemijsku obradu.Svaka instalacija sadrži:
- mašinu sa odgovarajućim mehanizmima
- generator jednosmerne struje ( 2- 24V)
- elektrolitički aparat
- upravljački sistem
Alati za ovu obradu se izrađuju od bakra, mesinga i nerđajućeg čelika. Vrlo značajnu ulogu pri elektrohemijskoj obradi igra elektrolit, gde od njegovog pravilnog izbora zavisi tačnost, proizvodnost i ekonomičnost.
Primena
Elektrohemijska obrada se danas najviše primenjuje za izradu delova reaktivnih motora u avioindustriji, pošto su složene prostorne konfiguracije i od teškoobradljivih materijala,i pošto posle elektrohemijske obrade nema zaostalih površinskih napona na obrađenoj površini.
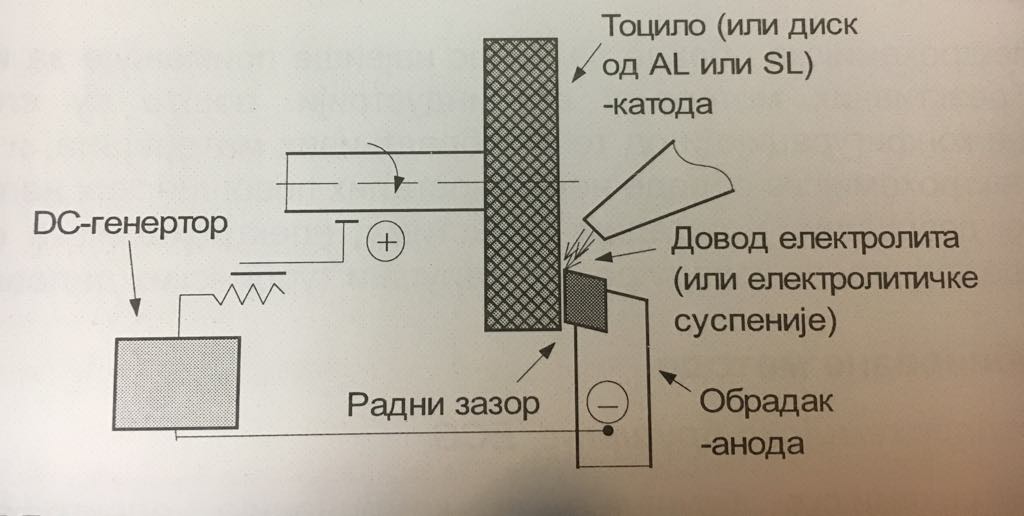
Elektrohemijsko brušenje
Elktrohemijsko brušenje je kombinacija elektrohemijske obrade i brušenja. Pri ovom brušenju glavni deo materijala sa obratka (i do 90% ) skida se elektrohemijski. Abrazivna zrna u glavnom služe za razaranje anodnog filma. Pri elektrohemijskom brušenju može norlano da se ostvari tačnost mera do 0.015 mm, a kvalitet obrađene površine sa hrapavošću klase do N3.
Primena
Najviše se primenjuje za oštrenje alata od tvrdog metala, gde se zamenjuju vrlo skupa dijamantska tocila.
Posting content that includes copy/pasted text, translations, spun, or re-written articles are not your original work could be seen as plagiarism.
These are some tips on how to share content and add value:
Repeated plagiarized posts are considered spam. Spam is discouraged by the community, and may result in action from the cheetah bot.
If you are actually the original author, please do reply to let us know!
Thank You!
More Info: Abuse Guide - 2017.
Hi! I am a robot. I just upvoted you! I found similar content that readers might be interested in:
http://automatizacija1.etf.rs/poglavlja/Rezanje%203.htm
You're wrong. This text is from my book from the faculty :)
Pogledaj pravila STEM zajednice:
Procitao sam. Nista nije prekopirano,nesto delom uzeto iz knjige sa Masinskog Fakulteta, Tehnilogija masinske obrade, ali sam vecinu teksta pisao svojim recima